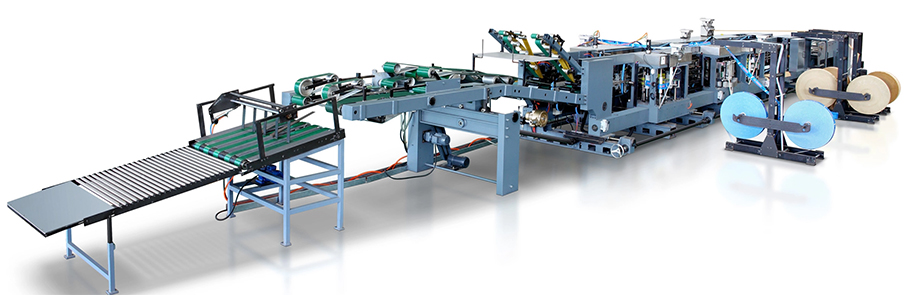
Máy cán đáy LQ HD8916

Ảnh máy
Có thể xử lý 2-4 lớp giấy:
● Có khả năng sản xuất túi giấy một mặt kín, một mặt hở.
● Có cơ chế gia cố bên trong và bên ngoài (tùy chọn).
● Có khả năng sản xuất túi giấy van một lớp, túi giấy van ngoài hình trụ, túi giấy van đáy to đáy nhỏ, túi giấy van ngoàiTúi van có khe hở cho ngón tay cái và túi van siêu âm.
| Loại máy | LQ HD8916 |
| Chiều dài túi (mm) | 370-770 |
| Chiều rộng túi (mm) | 350-550 |
| Chiều rộng đáy túi (mm) | 90-160 |
| Khoảng cách giữa tâm túi (mm) | 280-620 |
| Tốc độ thiết kế tối đa | 150 dải/phút 150 ống/phút |
● Cơ chế cho ăn
Phương pháp cấp giấy bằng con lăn quay. Con lăn nhỏ quay quanh con lăn lớn, đồng thời quay ngược chiều để hút ống giấy. Con lăn lớn có thể hút 8 ống giấy trong một vòng quay.
Cơ cấu cấp liệu hút chân không quay hành tinh có đường dẫn đơn giản nhất, đáng tin cậy và ổn định.
● Cơ chế phân loại và đục lỗ
Được trang bị thiết bị định vị để đảm bảo độ chính xác vị trí của các ống giấy khi chuyển sang quy trình tiếp theo.
Được trang bị thiết bị tạo vết lõm xiên, vị trí của vết lõm xiên có thể được điều chỉnh mà không cần dừng máy.
Được trang bị chức năng đục lỗ thoát khí, chủ yếu được sử dụng trong sản xuất bao giấy đựng xi măng. Có thể đục xuyên toàn bộ bao, và ống kim đã đục có thể được tháo ra nhanh chóng.
Được trang bị chức năng dao cắt thẳng, cắt hai lưỡi ở hai phần của túi giấy, chủ yếu được sử dụng trong quy trình dán đáy để làm ống giấy cắt phẳng.
● Cơ chế làm phẳng sừng và mở
Được trang bị cơ chế hút chân không, dùng để mở miệng ống giấy, giúp cho đầu kẹp của cơ chế có thể dễ dàng đưa vào miệng ống giấy.
Được trang bị cơ chế còi để mở miệng túi giấy và tạo hình dạng kim cương đối xứng.
Được trang bị cơ chế làm phẳng để hỗ trợ phần đáy của túi giấy hình sừng, và nén chặt cấu trúc hình thoi ở đáy túi giấy.
● Cơ chế cổng van dạng vảy*
Cơ chế này cắt băng giấy van để tạo ra giấy van, sau đó dán giấy van lên các túi.
Có thể chế tạo van ngoài hoặc van trong bằng một lớp giấy, và van trong dạng màng giấy bị lệch.
Có cơ cấu điều chỉnh vi sai, cho phép điều chỉnh vị trí giấy van được lắp vào mà không cần dừng máy.
Thay đổi các thông số trên màn hình để thiết lập chiều dài giấy cho cổng van.
● Cơ cấu cổng van hình trụ*
Cơ chế này cắt băng giấy van để tạo thành giấy van, sau đó gấp và dán giấy lại để tạo thành ống. Cuối cùng, dán giấy van lên túi;
Được trang bị thiết bị điều chỉnh vi sai, băng giấy có thể được điều chỉnh linh hoạt mà không cần dừng máy;
Có thể sản xuất cổng van âm hoặc cổng van ngoại vi; cổng van hình trụ và cổng van dạng khe ngón tay cái cũng có thể được sản xuất.
Thay đổi các thông số trên màn hình để thiết lập chiều dài giấy cho cổng van.
● Cơ chế gia cố bên trong*
Cơ cấu điều chỉnh hướng giấy gia cường đi đúng đường. Sau đó, giấy đi qua cơ cấu kéo và cắt đến trục gấp và trục kẹp. Giấy được kẹp bởi trục kẹp đi qua bánh xe dán keo và sau đó được dán lên túi.
Hệ thống điều khiển điện tử giám sát chặt chẽ quá trình. Nếu không có túi giấy đúng vị trí, hệ thống điều khiển sẽ hủy thao tác kẹp giấy để giấy không bị dán keo và được đưa ra ngoài. Bánh xe dán keo sẽ tách khỏi con lăn kẹp.
Được trang bị thiết bị điều chỉnh vi sai, có thể điều chỉnh vị trí băng giấy một cách linh hoạt mà không cần dừng máy.
Thay đổi các thông số trên màn hình để thiết lập chiều dài giấy cho cổng van.
● Cơ chế đóng và dán đáy
Được trang bị thiết bị tạo rãnh đáy túi giấy để hỗ trợ định hình đáy.
Được trang bị thiết bị bánh xe dán keo cỡ lớn. Tùy theo kích thước túi giấy và yêu cầu quy trình khác nhau, có thể linh hoạt thay đổi hình dạng của tấm cao su.
Được trang bị hệ thống tách cuộn. Khi phát hiện không có ống giấy tại trạm vận chuyển hoặc đáy ống giấy không mở, hệ thống tách cuộn sẽ tự động nhả bánh xe keo lớn, do đó ống giấy sẽ không bị dán keo.
● Cơ chế tạo túi
Thiết bị tạo hình bao gồm các tấm lõi trong trên và dưới, và phần trên và phần dưới.
Các tấm lõi ngoài. Cánh của túi được đỡ bởi tấm lõi trong, và tấm lõi ngoài được dẫn hướng để gấp lại và tạo thành đáy vuông, giúp cho hỗn hợp bên trong chắc chắn hơn nhờ bánh xe nén.
Kích thước của các tấm lõi trên và dưới có thể được điều chỉnh theo nhu cầu sản xuất của các kích thước đáy túi giấy khác nhau.
● Cơ chế điều chỉnh đáy
Đáy túi thẳng đứng sau khi dán. Để nén chặt hơn và vận chuyển chồng lên nhau, đáy túi cần được lật một góc 90 độ để khớp với thân túi. Lật và nâng thanh dẫn hướng lên xuống để nhẹ nhàng làm phẳng đáy túi vào băng tải nén.
● Cơ chế nén và đếm*
Túi giấy được đưa vào băng tải nén tốc độ chậm, và hiệu quả nén sẽ rõ rệt hơn sau khi xếp chồng lên nhau.
Được trang bị thiết bị đếm, số lượng túi giấy cần đếm được cài đặt trước có thể được thiết lập một cách có hệ thống.
Được trang bị thiết bị hút chân không và thiết bị tách tăng tốc, dùng để tách các bao giấy xếp chồng lên nhau sau khi đạt đến số lượng bao giấy do hệ thống thiết lập.
● Cơ chế đầu ra
Khi đi vào cơ cấu thoát bao, các bao giấy sẽ được chất đống trong khu vực xếp chồng. Sau khi số lượng bao giấy đạt đến giá trị đã cài đặt trước, van khu vực xếp chồng sẽ mở ra và băng tải phía dưới bắt đầu vận chuyển. Sau đó, các bao giấy đã xếp chồng được vận chuyển đến bệ thu gom bao, và công nhân sẽ xếp các bao giấy lên pallet.

