LQ HD8916 Botomer مشین

مشین کی تصویر
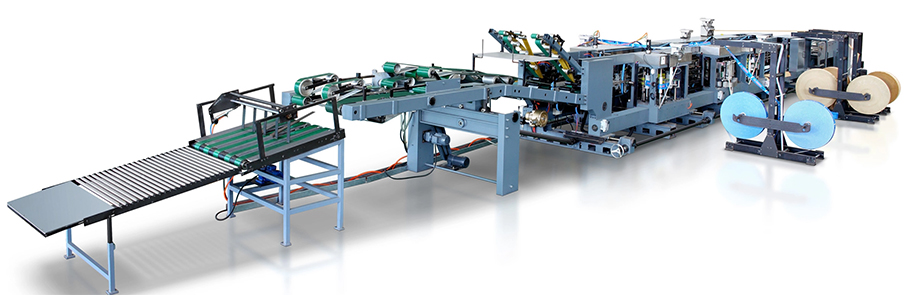
کاغذ کی 2-4 تہوں کو سنبھال سکتے ہیں:
● ایک طرف بند، ایک طرف کھلا کاغذی بیگ پیدا کرنے کے قابل۔
● اندرونی کمک اور بیرونی کمک کے طریقہ کار کے ساتھ (اختیاری)۔
● سنگل لیئر والو پیپر بیگ، بیلناکار بیرونی والو پیپر بیگ، بڑا نیچے اور چھوٹا والو پیپر بیگ، بیرونی پیدا کرنے کے قابلانگوٹھے کے فرق کے ساتھ والو بیگ، اور سپر سونک والو بیگ۔
| مشین کی قسم | LQ HD8916 |
| بیگ کی لمبائی (ملی میٹر) | 370-770 |
| بیگ کی چوڑائی (ملی میٹر) | 350-550 |
| بیگ کے نیچے کی چوڑائی (ملی میٹر) | 90-160 |
| بیگ کے درمیان فاصلہ (ملی میٹر) | 280-620 |
| زیادہ سے زیادہ ڈیزائن کی رفتار | 150 پٹی/ منٹ 150 ٹیوب/ منٹ |
● کھانا کھلانے کا طریقہ کار
روٹری رولر کھانا کھلانے کا طریقہ۔ چھوٹا رولر بڑے رولر کے گرد گھومتا ہے، اور اسی وقت کاغذ کی ٹیوب کو جذب کرنے کے لیے الٹا گھماتا ہے۔ بڑا رولر ایک گول گھومنے کے لیے 8 کاغذی ٹیوبوں کو جذب کر سکتا ہے۔
سیاروں کی گردش ویکیوم سکشن فیڈنگ میکانزم کا آسان ترین راستہ ہے، اور یہ قابل اعتماد اور مستحکم ہے۔
● چھانٹنا اور سوراخ کرنے کا طریقہ کار
بعد کے عمل میں داخل ہونے پر کاغذی ٹیوبوں کی پوزیشن کی درستگی کو یقینی بنانے کے لیے پوزیشننگ ڈیوائس سے لیس۔
ترچھا انڈینٹیشن ڈیوائس سے لیس، مشین کو روکے بغیر ترچھا انڈینٹیشن کی پوزیشن کو ایڈجسٹ کیا جا سکتا ہے۔
پنکچرنگ ایگزاسٹ ہول کے فنکشن سے لیس ہے، جو بنیادی طور پر سیمنٹ پیپر بیگ کی تیاری میں استعمال ہوتا ہے۔ پورے بیگ کے ذریعے پنکچر کر سکتے ہیں، اور سوئی کی آستین کو جلدی سے ہٹایا جا سکتا ہے۔
سیدھے کاٹنے والے چاقو کے فنکشن سے لیس، کاغذ کے تھیلے کے دو حصوں میں دو بلیڈ کاٹیں، بنیادی طور پر فلیٹ کٹنگ پیپر ٹیوبیں بنانے کے پیسٹ نیچے کے عمل میں استعمال ہوتے ہیں۔
● اوپن اینڈ ہارن کو چپٹا کرنے کا طریقہ کار
ویکیوم سکشن میکانزم سے لیس، جو کاغذی ٹیوبوں کا منہ کھولنے کے لیے استعمال ہوتا ہے، تاکہ میکانزم کے ہارن کو آسانی سے کاغذی ٹیوبوں کے منہ میں داخل کیا جا سکے۔
کاغذ کے تھیلوں کے منہ کو کھولنے اور اسے سڈول ہیرے کی شکل میں بنانے کے لیے ہارن میکانزم سے لیس ہے۔
کاغذ کے تھیلے کے نچلے حصے میں ہارن کی مدد کرنے کے لیے چپٹا کرنے کے طریقہ کار سے لیس، اور کاغذ کے تھیلے کے نچلے حصے میں ہیرے کی شکل کے ڈھانچے کو کمپیکٹ کریں۔
● فلیک والو پورٹ میکانزم*
میکانزم والو پیپر ٹیپ کو والو پیپر بنانے کے لیے کاٹتا ہے، اور پھر تھیلے پر والو پیپر چسپاں کرتا ہے۔
کاغذ کی ایک پرت کے ساتھ بیرونی یا بلٹ ان والو بنا سکتے ہیں، اور کاغذی فلم کو غلط طریقے سے بلٹ ان والو بنا سکتے ہیں۔
اس میں تفریق کا طریقہ کار ہے، جو مشین کو روکے بغیر داخل شدہ والو پیپر کی پوزیشن کو ایڈجسٹ کر سکتا ہے۔
والو پورٹ پیپر کی لمبائی سیٹ کرنے کے لیے اسکرین پر موجود پیرامیٹرز کو تبدیل کریں۔
● بیلناکار والو پورٹ میکانزم*
طریقہ کار والو پیپر بنانے کے لیے والو پیپر ٹیپ کو کاٹتا ہے، پھر ٹیوب بنانے کے لیے کاغذ کو جوڑ کر چپکا دیتا ہے۔ اور آخر میں تھیلے پر والو پیپر چسپاں کرتا ہے۔
تفریق ایڈجسٹمنٹ ڈیوائس سے لیس، کاغذی ٹیپ کو مشین کو روکے بغیر لچکدار طریقے سے ایڈجسٹ کیا جا سکتا ہے۔
بلٹ ان والو پورٹ یا بیرونی والو پورٹ تیار کیا جا سکتا ہے؛ بیرل کے سائز کا والو پورٹ اور انگوٹھے-گیپ والو پورٹ تیار کیا جا سکتا ہے۔
والو پورٹ پیپر کی لمبائی سیٹ کرنے کے لیے اسکرین پر موجود پیرامیٹرز کو تبدیل کریں۔
● اندرونی کمک کا طریقہ کار*
تصحیح کا طریقہ کار کمک کے کاغذ کو صحیح راستے کی طرف لے جاتا ہے۔ پھر کاغذ کرشن اور کٹنگ میکانزم کو فولڈنگ رول اور پنچ رول میں منتقل کرتا ہے۔ پنچ رول کے ذریعے چٹکی بھرا کاغذ گلو وہیل سے گزرتا ہے اور پھر بیگ پر چسپاں کیا جاتا ہے۔
الیکٹرانک کنٹرول سسٹم اس عمل کی جانچ پڑتال کرتا ہے۔ اگر کوئی بیگ پوزیشن میں نہیں ہے تو، کنٹرول سسٹم پنچنگ پیپر کو منسوخ کردے گا تاکہ کاغذ چپکا نہ جائے اور باہر نکلنے کے لیے بھیجا جائے گا۔ اور گلو وہیل پنچ رول سے الگ ہوجائے گا۔
تفریق ایڈجسٹمنٹ ڈیوائس سے لیس، مشین کو روکے بغیر کاغذی ٹیپ کی پوزیشن کو لچکدار طریقے سے ایڈجسٹ کر سکتا ہے۔
والو پورٹ پیپر کی لمبائی سیٹ کرنے کے لیے اسکرین پر موجود پیرامیٹرز کو تبدیل کریں۔
● نیچے بند کرنے اور gluing طریقہ کار
نیچے کی تشکیل میں مدد کے لیے کاغذی تھیلے کے نیچے انڈینٹیشن ڈیوائس سے لیس ہے۔
ایک بڑے گلو وہیل ڈیوائس سے لیس۔ مختلف پیپر بیگ سائز کی وضاحتیں اور عمل کی ضروریات کے مطابق، ربڑ کی پلیٹ کی شکل کو لچکدار طریقے سے تبدیل کریں۔
علیحدگی کے نظام سے لیس۔ جب یہ پتہ چلتا ہے کہ پہنچانے والے اسٹیشن پر کوئی کاغذی ٹیوب نہیں ہے یا کاغذ کی ٹیوب کا نچلا حصہ کھلا نہیں ہے، تو علیحدگی کا نظام خود بخود بڑے گلو وہیل کو چھوڑ دے گا، اس لیے کاغذ کی ٹیوب کو چپکایا نہیں جائے گا۔
● بیگ بنانے کا طریقہ کار
تشکیل دینے والا آلہ اوپری اور زیریں اندرونی کور پلیٹوں اور اوپری اور نچلے حصے پر مشتمل ہوتا ہے۔
بیرونی کور پلیٹس۔ بیگ کے ونگ کو اندرونی کور بورڈ کی مدد حاصل ہے، اور بیرونی کور بورڈ کو فولڈ کرنے اور ایک مربع نیچے بنانے کے لیے رہنمائی کی جاتی ہے، تاکہ پیسٹ کو کمپیکشن وہیل کے ذریعے مزید مضبوط بنایا جا سکے۔
اوپری اور نچلے کور بورڈز کے سائز کو مختلف کاغذی بیگ کے نیچے کے سائز کی پیداواری ضروریات کے مطابق ایڈجسٹ کیا جا سکتا ہے۔
● نیچے نظر ثانی کرنے کا طریقہ کار
بس چسپاں کرنے کے بعد بیگ کا نچلا حصہ عمودی ہے۔ بہتر کمپیکشن اور اوورلیپنگ کنویئنگ کے لیے، بیگ کے نچلے حصے کو 90 ڈگری کے زاویے پر لگانے کی ضرورت ہے تاکہ بیگ کے جسم میں فٹ ہو سکے۔ بیگ کے نچلے حصے کو کمپیکشن کنویئر بیلٹ میں آہستہ سے چپٹا کرنے کے لیے پلٹنا اور گائیڈنگ بار کو اوپر اور نیچے کرنا۔
● کومپیکشن اور گنتی کا طریقہ کار*
کاغذ کا بیگ سست رفتار کمپیکشن بیلٹ میں داخل ہوتا ہے، اور اسٹیکنگ کے بعد کمپیکشن اثر زیادہ واضح ہوتا ہے۔
گنتی کے آلے سے لیس، کاغذی تھیلوں کی گنتی کے پہلے سے نصب نمبر کو منظم طریقے سے سیٹ کیا جا سکتا ہے۔
ویکیوم جذب اور تیز رفتار علیحدگی کے آلے سے لیس ہے، جو سسٹم کی طرف سے مقرر کردہ کاغذی تھیلوں کی تعداد تک پہنچنے کے بعد اسٹیک شدہ کاغذی تھیلوں کو الگ کرنے کے لیے استعمال ہوتا ہے۔
● آؤٹ پٹ میکانزم
بیگ سے باہر نکلنے کے طریقہ کار میں داخل ہونے پر، تھیلے اسٹیکنگ ایریا میں ڈھیر ہو جاتے ہیں۔ کاغذی تھیلوں کی تعداد پہلے سے انسٹال ہونے والی قیمت تک پہنچنے کے بعد، اسٹیکنگ ایریا والو کھل جاتا ہے، اور نیچے کنویئر بیلٹ پہنچانا شروع کر دیتا ہے۔ پھر اسٹیک شدہ کاغذی تھیلوں کو بیگ جمع کرنے کے پلیٹ فارم پر لے جایا جاتا ہے، اور کاغذی تھیلوں کو کارکنوں کے ذریعے پیلیٹائز کیا جاتا ہے۔

