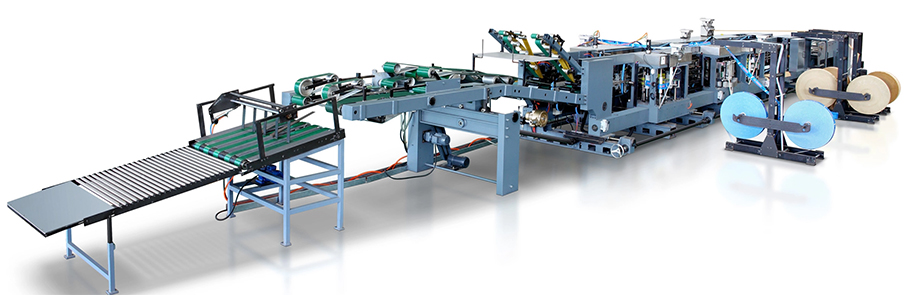
LQ HD8916 Bottomer-maskin

Maskinfoto
Klarar 2–4 lager papper:
● Kan producera papperspåse med ena sidan stängd och ena sidan öppen.
● Med invändig förstärkning och utvändig förstärkningsmekanism (tillval).
● Kan producera papperspåsar med enkel lager för ventiler, cylindriska papperspåsar med utvändig ventil, papperspåsar med stor botten och små ventilpåsar, utvändigaventilpåse med tumgap och supersonisk ventilpåse.
| Maskintyp | LQ HD8916 |
| Påsens längd (mm) | 370-770 |
| Påsens bredd (mm) | 350-550 |
| Påsens bottenbredd (mm) | 90-160 |
| Påsens mittavstånd (mm) | 280-620 |
| Maximal designhastighet | 150 strips/min 150 tuber/min |
● Matningsmekanism
Roterande valsmatningsmetod. Den lilla valsen roterar runt den stora valsen och roterar samtidigt baklänges för att absorbera pappersrör. Den stora valsen kan absorbera 8 pappersrör för att rotera ett varv.
Planetroterande vakuumsugmatningsmekanism har den enklaste vägen och är pålitlig och stabil.
● Sorterings- och perforeringsmekanism
Utrustad med en positioneringsanordning för att säkerställa att pappersrören är korrekt placerade vid inträde i den efterföljande processen.
Utrustad med sned intryckningsanordning kan positionen för den sneda intryckningen justeras utan att maskinen stoppas.
Utrustad med funktion för att punktera avgashål, används huvudsakligen vid tillverkning av cementpapperspåsar. Kan punktera hela påsen, och den genomborrade nålhylsan kan snabbt tas bort.
Utrustad med rak skärknivfunktion, skär två blad i de två delarna av papperspåsen, huvudsakligen används i pastabottenprocessen för att tillverka platta skärande pappersrör.
● Öppen och hornliknande mekanism
Utrustad med vakuumsugmekanism, som används för att öppna öppningen på pappersrören, så att mekanismens horn smidigt kan föras in i öppningen på pappersrören.
Utrustad med en hornmekanism för att öppna mynningen på papperspåsar och forma dem i en symmetrisk diamantform.
Utrustad med en utplattningsmekanism för att hjälpa hornet att forma botten av papperspåsen och komprimera den diamantformade strukturen längst ner på papperspåsen.
● Flagventilens portmekanism*
Mekanismen skar av ventilpapperstejpen för att göra ventilpapper och klistrade sedan fast ventilpappret på påsarna.
Kan tillverka extern eller inbyggd ventil med ett lager papper, och pappersfilmen gör den feljusterade inbyggda ventilen.
Har en differentialmekanism som kan justera positionen för det isatta ventilpappret utan att stoppa maskinen.
Ändra parametrarna på skärmen för att ställa in ventilportens papperslängder.
● Cylindrisk ventilportmekanism*
Mekanismen skar av ventilpappret för att göra ventilpappret, vikte sedan och limmade pappret för att göra ett rör. Och slutligen klistrade man fast ventilpappret på påsarna;
Utrustad med en differentialjusteringsanordning kan papperstejpen flexibelt justeras utan att maskinen stoppas;
Inbyggd ventilport eller extern ventilport kan tillverkas; tunnformad ventilport och ventilport med tumgapsöppning kan tillverkas.
Ändra parametrarna på skärmen för att ställa in ventilportens papperslängder.
● Intern förstärkningsmekanism*
Korrigeringsmekanismen leder förstärkningspappret till rätt väg. Sedan passerar pappret drag- och skärmekanismen till vikrullen och klämrullen. Pappret som kläms fast av klämrullen färdas genom limhjulet och klistras sedan på påsen.
Ett elektroniskt styrsystem granskar processen. Om det inte finns någon påse på plats avbryter styrsystemet pappersklämningen så att pappret inte limmas utan skickas till utgången. Limhjulet separeras från klämrullen.
Utrustad med differentialjusteringsanordning kan pappersbandets position flexibelt justeras utan att maskinen stoppas.
Ändra parametrarna på skärmen för att ställa in ventilportens papperslängder.
● Bottenstängnings- och limmekanism
Utrustad med indragningsanordning för botten av papperspåsen för att underlätta bottenformning.
Utrustad med en stor limhjulsanordning. Enligt olika specifikationer för papperspåsstorlekar och processkrav kan gummiplattan flexibelt ändras.
Utrustad med separationssystem. När det upptäcks att det inte finns något pappersrör vid transportstationen eller att botten av pappersröret inte är öppen, lämnar separationssystemet automatiskt det stora limhjulet, så att pappersröret inte limmas.
● Påsformningsmekanism
Formningsanordningen består av övre och nedre inre kärnplattor och övre och nedre.
yttre kärnplattor. Påsens vinge stöds av den inre kärnplattan, och den yttre kärnplattan styrs för att vikas och forma en fyrkantig botten, för att göra pastan fastare genom komprimeringshjulet.
Storleken på de övre och nedre kärnkorten kan justeras efter produktionsbehoven för olika storlekar på botten av papperspåsar.
● Bottenrevisionsmekanism
Påsens botten är vertikal efter att den just limmats. För bättre komprimering och överlappande transport måste påsens botten vikas i 90 graders vinkel för att passa på påsens kropp. Vik och styr upp och ner påsen för att försiktigt platta till påsens botten mot komprimeringstransportbandet.
● Komprimerings- och räknemekanism*
Papperspåsen kommer in i det långsamma komprimeringsbandet, och komprimeringseffekten är mer uppenbar efter stapling.
Utrustad med räkneanordning kan antalet förinstallerade räknepapperspåsar ställas in systematiskt.
Utrustad med vakuumadsorption och accelererad separationsanordning, som används för att separera de staplade papperspåsarna efter att antalet papperspåsar som ställts in av systemet har uppnåtts.
● Utmatningsmekanism
När man går in i påsutmatningsmekanismen staplas påsarna i staplingsområdet. När antalet papperspåsar når det förinstallerade värdet öppnas staplingsområdets ventil och det nedre transportbandet börjar transportera. Därefter transporteras de staplade papperspåsarna till påsuppsamlingsplattformen, och papperspåsarna pallas av arbetarna.

