LQ HD8916 ਬੌਟਮਰ ਮਸ਼ੀਨ

ਮਸ਼ੀਨ ਫੋਟੋ
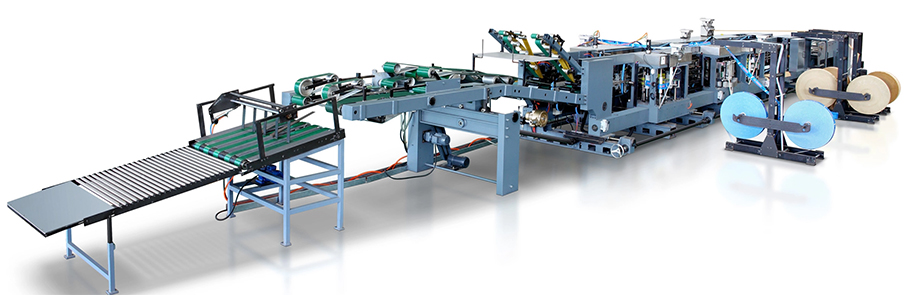
ਕਾਗਜ਼ ਦੀਆਂ 2-4 ਪਰਤਾਂ ਨੂੰ ਸੰਭਾਲ ਸਕਦਾ ਹੈ:
● ਇੱਕ ਪਾਸੇ ਬੰਦ, ਇੱਕ ਪਾਸੇ ਖੁੱਲ੍ਹਾ ਕਾਗਜ਼ੀ ਬੈਗ ਬਣਾਉਣ ਦੇ ਸਮਰੱਥ।
● ਅੰਦਰੂਨੀ ਮਜ਼ਬੂਤੀ ਅਤੇ ਬਾਹਰੀ ਮਜ਼ਬੂਤੀ ਵਿਧੀ (ਵਿਕਲਪਿਕ) ਦੇ ਨਾਲ।
● ਸਿੰਗਲ ਲੇਅਰ ਵਾਲਵ ਪੇਪਰ ਬੈਗ, ਸਿਲੰਡਰ ਵਾਲਾ ਬਾਹਰੀ ਵਾਲਵ ਪੇਪਰ ਬੈਗ, ਵੱਡਾ ਤਲ ਅਤੇ ਛੋਟਾ ਵਾਲਵ ਪੇਪਰ ਬੈਗ, ਬਾਹਰੀ ਪੈਦਾ ਕਰਨ ਦੇ ਸਮਰੱਥਅੰਗੂਠੇ ਦੇ ਪਾੜੇ ਵਾਲਾ ਵਾਲਵ ਬੈਗ, ਅਤੇ ਸੁਪਰ ਸੋਨਿਕ ਵਾਲਵ ਬੈਗ।
| ਮਸ਼ੀਨ ਦੀ ਕਿਸਮ | ਐਲਕਿਊ ਐਚਡੀ 8916 |
| ਬੈਗ ਦੀ ਲੰਬਾਈ (ਮਿਲੀਮੀਟਰ) | 370-770 |
| ਬੈਗ ਚੌੜਾਈ (ਮਿਲੀਮੀਟਰ) | 350-550 |
| ਬੈਗ ਤਲ ਚੌੜਾਈ (ਮਿਲੀਮੀਟਰ) | 90-160 |
| ਬੈਗ ਸੈਂਟਰ ਦੂਰੀ (ਮਿਲੀਮੀਟਰ) | 280-620 |
| ਵੱਧ ਤੋਂ ਵੱਧ ਡਿਜ਼ਾਈਨ ਗਤੀ | 150 ਸਟ੍ਰਿਪ/ਮਿੰਟ 150 ਟਿਊਬ/ਮਿੰਟ |
● ਖੁਆਉਣਾ ਵਿਧੀ
ਰੋਟਰੀ ਰੋਲਰ ਫੀਡਿੰਗ ਵਿਧੀ। ਛੋਟਾ ਰੋਲਰ ਵੱਡੇ ਰੋਲਰ ਦੇ ਦੁਆਲੇ ਘੁੰਮਦਾ ਹੈ, ਅਤੇ ਉਸੇ ਸਮੇਂ ਪੇਪਰ ਟਿਊਬ ਨੂੰ ਸੋਖਣ ਲਈ ਉਲਟ ਘੁੰਮਦਾ ਹੈ। ਵੱਡਾ ਰੋਲਰ ਇੱਕ ਗੋਲ ਘੁੰਮਾਉਣ ਲਈ 8 ਪੇਪਰ ਟਿਊਬਾਂ ਨੂੰ ਸੋਖ ਸਕਦਾ ਹੈ।
ਗ੍ਰਹਿ ਘੁੰਮਣ ਵੈਕਿਊਮ ਸਕਸ਼ਨ ਫੀਡਿੰਗ ਵਿਧੀ ਦਾ ਰਸਤਾ ਸਭ ਤੋਂ ਸਰਲ ਹੈ, ਅਤੇ ਇਹ ਭਰੋਸੇਮੰਦ ਅਤੇ ਸਥਿਰ ਹੈ।
● ਛਾਂਟੀ ਅਤੇ ਛੇਦ ਵਿਧੀ
ਬਾਅਦ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਦਾਖਲ ਹੋਣ ਵੇਲੇ ਪੇਪਰ ਟਿਊਬਾਂ ਦੀ ਸਥਿਤੀ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਇੱਕ ਪੋਜੀਸ਼ਨਿੰਗ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ।
ਤਿਰਛੇ ਇੰਡੈਂਟੇਸ਼ਨ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ, ਤਿਰਛੇ ਇੰਡੈਂਟੇਸ਼ਨ ਦੀ ਸਥਿਤੀ ਨੂੰ ਮਸ਼ੀਨ ਨੂੰ ਰੋਕੇ ਬਿਨਾਂ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਇਹ ਐਗਜ਼ੌਸਟ ਹੋਲ ਨੂੰ ਪੰਕਚਰ ਕਰਨ ਦੇ ਫੰਕਸ਼ਨ ਨਾਲ ਲੈਸ ਹੈ, ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਸੀਮਿੰਟ ਪੇਪਰ ਬੈਗਾਂ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਪੂਰੇ ਬੈਗ ਵਿੱਚ ਪੰਕਚਰ ਹੋ ਸਕਦਾ ਹੈ, ਅਤੇ ਵਿੰਨ੍ਹੀ ਹੋਈ ਸੂਈ ਵਾਲੀ ਸਲੀਵ ਨੂੰ ਜਲਦੀ ਹਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
ਸਿੱਧੇ ਕੱਟਣ ਵਾਲੇ ਚਾਕੂ ਫੰਕਸ਼ਨ ਨਾਲ ਲੈਸ, ਪੇਪਰ ਬੈਗ ਦੇ ਦੋ ਹਿੱਸਿਆਂ ਵਿੱਚ ਦੋ ਬਲੇਡ ਕੱਟੋ, ਮੁੱਖ ਤੌਰ 'ਤੇ ਫਲੈਟ ਕੱਟਣ ਵਾਲੇ ਪੇਪਰ ਟਿਊਬਾਂ ਬਣਾਉਣ ਦੀ ਪੇਸਟ-ਬੋਟਮ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
● ਓਪਨ ਐਂਡ ਹਾਰਨ ਫਲੈਟਨਿੰਗ ਵਿਧੀ
ਵੈਕਿਊਮ ਸਕਸ਼ਨ ਮਕੈਨਿਜ਼ਮ ਨਾਲ ਲੈਸ, ਜਿਸਦੀ ਵਰਤੋਂ ਕਾਗਜ਼ ਦੀਆਂ ਟਿਊਬਾਂ ਦੇ ਮੂੰਹ ਨੂੰ ਖੋਲ੍ਹਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਜੋ ਵਿਧੀ ਦੇ ਹਾਰਨ ਨੂੰ ਕਾਗਜ਼ ਦੀਆਂ ਟਿਊਬਾਂ ਦੇ ਮੂੰਹ ਵਿੱਚ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਪਾਇਆ ਜਾ ਸਕੇ।
ਇੱਕ ਹਾਰਨ ਮਕੈਨਿਜ਼ਮ ਨਾਲ ਲੈਸ, ਕਾਗਜ਼ ਦੇ ਥੈਲਿਆਂ ਦਾ ਮੂੰਹ ਖੋਲ੍ਹਣ ਅਤੇ ਇਸਨੂੰ ਇੱਕ ਸਮਰੂਪ ਹੀਰੇ ਦੇ ਆਕਾਰ ਵਿੱਚ ਬਣਾਉਣ ਲਈ।
ਕਾਗਜ਼ ਦੇ ਬੈਗ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ ਨੂੰ ਬਣਾਉਣ ਵਿੱਚ ਸਿੰਗ ਦੀ ਸਹਾਇਤਾ ਕਰਨ ਲਈ ਇੱਕ ਸਮਤਲ ਵਿਧੀ ਨਾਲ ਲੈਸ, ਅਤੇ ਕਾਗਜ਼ ਦੇ ਬੈਗ ਦੇ ਹੇਠਾਂ ਹੀਰੇ ਦੇ ਆਕਾਰ ਦੇ ਢਾਂਚੇ ਨੂੰ ਸੰਕੁਚਿਤ ਕਰਦਾ ਹੈ।
● ਫਲੇਕ ਵਾਲਵ ਪੋਰਟ ਵਿਧੀ*
ਵਿਧੀ ਨੇ ਵਾਲਵ ਪੇਪਰ ਬਣਾਉਣ ਲਈ ਵਾਲਵ ਪੇਪਰ ਟੇਪ ਨੂੰ ਕੱਟ ਦਿੱਤਾ, ਅਤੇ ਫਿਰ ਵਾਲਵ ਪੇਪਰ ਨੂੰ ਬੈਗਾਂ 'ਤੇ ਚਿਪਕਾਇਆ।
ਕਾਗਜ਼ ਦੀ ਇੱਕ ਪਰਤ ਨਾਲ ਬਾਹਰੀ ਜਾਂ ਬਿਲਟ-ਇਨ ਵਾਲਵ ਬਣਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਪੇਪਰ ਫਿਲਮ ਗਲਤ ਤਰੀਕੇ ਨਾਲ ਬਿਲਟ-ਇਨ ਵਾਲਵ ਬਣਾ ਸਕਦਾ ਹੈ।
ਇਸ ਵਿੱਚ ਡਿਫਰੈਂਸ਼ੀਅਲ ਮਕੈਨਿਜ਼ਮ ਹੈ, ਜੋ ਮਸ਼ੀਨ ਨੂੰ ਰੋਕੇ ਬਿਨਾਂ ਪਾਏ ਗਏ ਵਾਲਵ ਪੇਪਰ ਦੀ ਸਥਿਤੀ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ।
ਵਾਲਵ ਪੋਰਟ ਪੇਪਰ ਲੰਬਾਈ ਸੈੱਟ ਕਰਨ ਲਈ ਸਕ੍ਰੀਨ 'ਤੇ ਪੈਰਾਮੀਟਰ ਬਦਲੋ।
● ਸਿਲੰਡਰ ਵਾਲਵ ਪੋਰਟ ਵਿਧੀ*
ਇਸ ਵਿਧੀ ਨੇ ਵਾਲਵ ਪੇਪਰ ਬਣਾਉਣ ਲਈ ਵਾਲਵ ਪੇਪਰ ਟੇਪ ਨੂੰ ਕੱਟਿਆ, ਫਿਰ ਇੱਕ ਟਿਊਬ ਬਣਾਉਣ ਲਈ ਕਾਗਜ਼ ਨੂੰ ਫੋਲਡ ਅਤੇ ਗੂੰਦ ਕੀਤਾ। ਅਤੇ ਅੰਤ ਵਿੱਚ ਵਾਲਵ ਪੇਪਰ ਨੂੰ ਬੈਗਾਂ 'ਤੇ ਚਿਪਕਾਇਆ;
ਇੱਕ ਡਿਫਰੈਂਸ਼ੀਅਲ ਐਡਜਸਟਮੈਂਟ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ, ਪੇਪਰ ਟੇਪ ਨੂੰ ਮਸ਼ੀਨ ਨੂੰ ਰੋਕੇ ਬਿਨਾਂ ਲਚਕਦਾਰ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ;
ਬਿਲਟ-ਇਨ ਵਾਲਵ ਪੋਰਟ ਜਾਂ ਬਾਹਰੀ ਵਾਲਵ ਪੋਰਟ ਤਿਆਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ; ਬੈਰਲ-ਆਕਾਰ ਵਾਲਾ ਵਾਲਵ ਪੋਰਟ ਅਤੇ ਥੰਬ-ਗੈਪ ਵਾਲਵ ਪੋਰਟ ਤਿਆਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਵਾਲਵ ਪੋਰਟ ਪੇਪਰ ਲੰਬਾਈ ਸੈੱਟ ਕਰਨ ਲਈ ਸਕ੍ਰੀਨ 'ਤੇ ਪੈਰਾਮੀਟਰ ਬਦਲੋ।
● ਅੰਦਰੂਨੀ ਮਜ਼ਬੂਤੀ ਵਿਧੀ*
ਸੁਧਾਰ ਵਿਧੀ ਮਜ਼ਬੂਤੀ ਵਾਲੇ ਕਾਗਜ਼ ਨੂੰ ਸਹੀ ਰਸਤੇ ਵੱਲ ਲੈ ਜਾਂਦੀ ਹੈ। ਫਿਰ ਕਾਗਜ਼ ਟ੍ਰੈਕਸ਼ਨ ਅਤੇ ਕੱਟਣ ਵਾਲੀ ਵਿਧੀ ਨੂੰ ਫੋਲਡਿੰਗ ਰੋਲ ਅਤੇ ਪਿੰਚ ਰੋਲ ਤੱਕ ਪਹੁੰਚਾਉਂਦਾ ਹੈ। ਪਿੰਚ ਰੋਲ ਦੁਆਰਾ ਪਿੰਚ ਕੀਤਾ ਗਿਆ ਕਾਗਜ਼ ਗੂੰਦ ਦੇ ਪਹੀਏ ਵਿੱਚੋਂ ਲੰਘਦਾ ਹੈ ਅਤੇ ਫਿਰ ਬੈਗ 'ਤੇ ਚਿਪਕਾਇਆ ਜਾਂਦਾ ਹੈ।
ਇਲੈਕਟ੍ਰਾਨਿਕ ਕੰਟਰੋਲ ਸਿਸਟਮ ਪ੍ਰਕਿਰਿਆ ਦੀ ਜਾਂਚ ਕਰਦਾ ਹੈ। ਜੇਕਰ ਕੋਈ ਬੈਗ ਸਥਿਤੀ ਵਿੱਚ ਨਹੀਂ ਹੈ, ਤਾਂ ਕੰਟਰੋਲ ਸਿਸਟਮ ਪਿੰਚਿੰਗ ਪੇਪਰ ਨੂੰ ਰੱਦ ਕਰ ਦੇਵੇਗਾ ਤਾਂ ਜੋ ਕਾਗਜ਼ ਚਿਪਕਿਆ ਨਾ ਰਹੇ ਅਤੇ ਬਾਹਰ ਨਿਕਲਣ ਲਈ ਭੇਜਿਆ ਜਾ ਸਕੇ। ਅਤੇ ਗਲੂ ਵ੍ਹੀਲ ਪਿੰਚ ਰੋਲ ਤੋਂ ਵੱਖ ਹੋ ਜਾਵੇਗਾ।
ਡਿਫਰੈਂਸ਼ੀਅਲ ਐਡਜਸਟਮੈਂਟ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ, ਮਸ਼ੀਨ ਨੂੰ ਰੋਕੇ ਬਿਨਾਂ ਪੇਪਰ ਟੇਪ ਦੀ ਸਥਿਤੀ ਨੂੰ ਲਚਕਦਾਰ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ।
ਵਾਲਵ ਪੋਰਟ ਪੇਪਰ ਲੰਬਾਈ ਸੈੱਟ ਕਰਨ ਲਈ ਸਕ੍ਰੀਨ 'ਤੇ ਪੈਰਾਮੀਟਰ ਬਦਲੋ।
● ਤਲ ਨੂੰ ਬੰਦ ਕਰਨ ਅਤੇ ਗਲੂਇੰਗ ਕਰਨ ਦੀ ਵਿਧੀ
ਤਲ ਬਣਾਉਣ ਵਿੱਚ ਸਹਾਇਤਾ ਲਈ ਪੇਪਰ ਬੈਗ ਦੇ ਹੇਠਲੇ ਇੰਡੈਂਟੇਸ਼ਨ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ।
ਇੱਕ ਵੱਡੇ ਗਲੂ ਵ੍ਹੀਲ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ। ਵੱਖ-ਵੱਖ ਪੇਪਰ ਬੈਗ ਆਕਾਰ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ, ਰਬੜ ਪਲੇਟ ਦੀ ਸ਼ਕਲ ਨੂੰ ਲਚਕਦਾਰ ਢੰਗ ਨਾਲ ਬਦਲੋ।
ਵੱਖ ਕਰਨ ਵਾਲੇ ਸਿਸਟਮ ਨਾਲ ਲੈਸ। ਜਦੋਂ ਇਹ ਪਤਾ ਲੱਗਦਾ ਹੈ ਕਿ ਕਨਵੇਇੰਗ ਸਟੇਸ਼ਨ 'ਤੇ ਕੋਈ ਕਾਗਜ਼ ਦੀ ਟਿਊਬ ਨਹੀਂ ਹੈ ਜਾਂ ਕਾਗਜ਼ ਦੀ ਟਿਊਬ ਦਾ ਤਲ ਖੁੱਲ੍ਹਾ ਨਹੀਂ ਹੈ, ਤਾਂ ਵੱਖ ਕਰਨ ਵਾਲਾ ਸਿਸਟਮ ਆਪਣੇ ਆਪ ਹੀ ਵੱਡੇ ਗੂੰਦ ਵਾਲੇ ਪਹੀਏ ਨੂੰ ਛੱਡ ਦੇਵੇਗਾ, ਇਸ ਲਈ ਕਾਗਜ਼ ਦੀ ਟਿਊਬ ਨੂੰ ਚਿਪਕਾਇਆ ਨਹੀਂ ਜਾਵੇਗਾ।
● ਬੈਗ ਬਣਾਉਣ ਦੀ ਵਿਧੀ
ਬਣਾਉਣ ਵਾਲਾ ਯੰਤਰ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਅੰਦਰੂਨੀ ਕੋਰ ਪਲੇਟਾਂ ਅਤੇ ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਤੋਂ ਬਣਿਆ ਹੁੰਦਾ ਹੈ।
ਬਾਹਰੀ ਕੋਰ ਪਲੇਟਾਂ। ਬੈਗ ਦੇ ਵਿੰਗ ਨੂੰ ਅੰਦਰੂਨੀ ਕੋਰ ਬੋਰਡ ਦੁਆਰਾ ਸਮਰਥਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਬਾਹਰੀ ਕੋਰ ਬੋਰਡ ਨੂੰ ਫੋਲਡ ਕਰਨ ਅਤੇ ਇੱਕ ਵਰਗਾਕਾਰ ਤਲ ਬਣਾਉਣ ਲਈ ਨਿਰਦੇਸ਼ਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਕੰਪੈਕਸ਼ਨ ਵ੍ਹੀਲ ਰਾਹੀਂ ਪੇਸਟ ਨੂੰ ਹੋਰ ਮਜ਼ਬੂਤ ਬਣਾਇਆ ਜਾ ਸਕੇ।
ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਕੋਰ ਬੋਰਡਾਂ ਦਾ ਆਕਾਰ ਵੱਖ-ਵੱਖ ਪੇਪਰ ਬੈਗ ਦੇ ਹੇਠਲੇ ਆਕਾਰਾਂ ਦੀਆਂ ਉਤਪਾਦਨ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
● ਹੇਠਾਂ ਸੋਧਣ ਦੀ ਵਿਧੀ
ਬੈਗ ਦਾ ਹੇਠਲਾ ਹਿੱਸਾ ਹੁਣੇ ਚਿਪਕਾਉਣ ਤੋਂ ਬਾਅਦ ਲੰਬਕਾਰੀ ਹੁੰਦਾ ਹੈ। ਬਿਹਤਰ ਸੰਕੁਚਿਤਤਾ ਅਤੇ ਓਵਰਲੈਪਿੰਗ ਸੰਚਾਰ ਲਈ, ਬੈਗ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ ਨੂੰ ਬੈਗ ਬਾਡੀ ਵਿੱਚ ਫਿੱਟ ਕਰਨ ਲਈ 90-ਡਿਗਰੀ ਦੇ ਕੋਣ 'ਤੇ ਫਿੱਟ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਕੰਪੈਕਸ਼ਨ ਕਨਵੇਅਰ ਬੈਲਟ ਵਿੱਚ ਬੈਗ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਸਮਤਲ ਕਰਨ ਲਈ ਬਾਰ ਨੂੰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਪਲਟਣਾ ਅਤੇ ਗਾਈਡ ਕਰਨਾ।
● ਸੰਕੁਚਿਤ ਅਤੇ ਗਿਣਤੀ ਵਿਧੀ*
ਕਾਗਜ਼ ਦਾ ਬੈਗ ਹੌਲੀ ਗਤੀ ਦੇ ਕੰਪੈਕਸ਼ਨ ਬੈਲਟ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਸਟੈਕਿੰਗ ਤੋਂ ਬਾਅਦ ਕੰਪੈਕਸ਼ਨ ਪ੍ਰਭਾਵ ਵਧੇਰੇ ਸਪੱਸ਼ਟ ਹੁੰਦਾ ਹੈ।
ਗਿਣਤੀ ਯੰਤਰ ਨਾਲ ਲੈਸ, ਗਿਣਤੀ ਵਾਲੇ ਕਾਗਜ਼ੀ ਬੈਗਾਂ ਦੀ ਪ੍ਰੀ-ਇੰਸਟਾਲ ਗਿਣਤੀ ਨੂੰ ਯੋਜਨਾਬੱਧ ਢੰਗ ਨਾਲ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਵੈਕਿਊਮ ਸੋਖਣ ਅਤੇ ਪ੍ਰਵੇਗਿਤ ਵੱਖ ਕਰਨ ਵਾਲੇ ਯੰਤਰ ਨਾਲ ਲੈਸ, ਜਿਸਦੀ ਵਰਤੋਂ ਸਿਸਟਮ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕਾਗਜ਼ੀ ਬੈਗਾਂ ਦੀ ਗਿਣਤੀ ਤੱਕ ਪਹੁੰਚਣ ਤੋਂ ਬਾਅਦ ਸਟੈਕਡ ਕਾਗਜ਼ੀ ਬੈਗਾਂ ਨੂੰ ਵੱਖ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
● ਆਉਟਪੁੱਟ ਵਿਧੀ
ਬੈਗ ਐਗਜ਼ਿਟ ਮਕੈਨਿਜ਼ਮ ਵਿੱਚ ਦਾਖਲ ਹੋਣ 'ਤੇ, ਬੈਗ ਸਟੈਕਿੰਗ ਖੇਤਰ ਵਿੱਚ ਢੇਰ ਹੋ ਜਾਂਦੇ ਹਨ। ਕਾਗਜ਼ੀ ਬੈਗਾਂ ਦੀ ਗਿਣਤੀ ਪ੍ਰੀ-ਇੰਸਟਾਲ ਮੁੱਲ ਤੱਕ ਪਹੁੰਚਣ ਤੋਂ ਬਾਅਦ, ਸਟੈਕਿੰਗ ਖੇਤਰ ਵਾਲਵ ਖੁੱਲ੍ਹਦਾ ਹੈ, ਅਤੇ ਹੇਠਲਾ ਕਨਵੇਅਰ ਬੈਲਟ ਸੰਚਾਰ ਕਰਨਾ ਸ਼ੁਰੂ ਕਰ ਦਿੰਦਾ ਹੈ। ਫਿਰ ਸਟੈਕ ਕੀਤੇ ਕਾਗਜ਼ੀ ਬੈਗਾਂ ਨੂੰ ਬੈਗ ਇਕੱਠਾ ਕਰਨ ਵਾਲੇ ਪਲੇਟਫਾਰਮ 'ਤੇ ਲਿਜਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਕਾਗਜ਼ੀ ਬੈਗਾਂ ਨੂੰ ਕਰਮਚਾਰੀਆਂ ਦੁਆਰਾ ਪੈਲੇਟਾਈਜ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।

