LQ HD8916 bunnmaskin

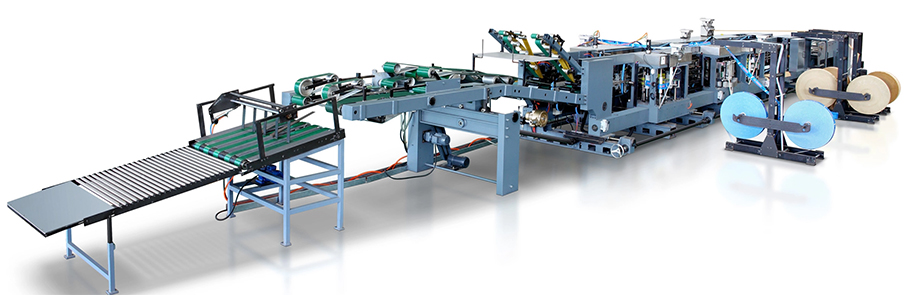
Maskinfoto
Kan håndtere 2–4 lag med papir:
● Kan produsere papirposer med én side lukket og én side åpen.
● Med intern forsterkning og ekstern forsterkningsmekanisme (valgfritt).
● Kan produsere papirposer med ett lag med ventiler, sylindriske papirposer med utvendig ventil, papirposer med stor bunn og liten ventil, utvendigeventilpose med tommelåpning og supersonisk ventilpose.
| Maskintype | LQ HD8916 |
| Poselengde (mm) | 370–770 |
| Posebredde (mm) | 350–550 |
| Bredde på posebunn (mm) | 90–160 |
| Posens senteravstand (mm) | 280–620 |
| Maksimal designhastighet | 150 strimler/min 150 rør/min |
● Matemekanisme
Roterende valsmatingsmetode. Den lille valsen roterer rundt den store valsen, og roterer samtidig baklengs for å absorbere papirrøret. Den store valsen kan absorbere 8 papirrør for å rotere én runde.
Planetarisk roterende vakuumsugemekanisme har den enkleste banen, og er pålitelig og stabil.
● Sorterings- og perforeringsmekanisme
Utstyrt med en posisjoneringsenhet for å sikre nøyaktigheten av papirrørenes posisjon når de går inn i den påfølgende prosessen.
Utstyrt med skrå innrykk, kan posisjonen til den skrå innrykningen justeres uten å stoppe maskinen.
Utstyrt med funksjon for å punktere eksoshull, hovedsakelig brukt i produksjon av sementpapirposer. Kan punktere gjennom hele posen, og den gjennomborede nålehylsen kan raskt fjernes.
Utstyrt med rett skjæreknivfunksjon, skjær to blader i de to delene av papirposen, hovedsakelig brukt i limbunnprosessen for å lage flate skjærende papirrør.
● Åpen og hornutflatingsmekanisme
Utstyrt med vakuumsugemekanisme, som brukes til å åpne åpningen på papirrørene, slik at mekanismens horn kan settes jevnt inn i åpningen på papirrørene.
Utstyrt med en hornmekanisme for å åpne munnen på papirposer og lage en symmetrisk diamantform.
Utstyrt med en utflatingsmekanisme for å hjelpe hornet med å danne bunnen av papirposen, og komprimere den diamantformede strukturen nederst på papirposen.
● Flakventilportmekanisme*
Mekanismen kutter ventilpapirbåndet for å lage ventilpapir, og limer deretter ventilpapiret på posene.
Kan lage ekstern eller innebygd ventil med ett lag papir, og papirfilmen gjør den innebygde ventilen feiljustert.
Har en differensialmekanisme som kan justere posisjonen til det innsatte ventilpapiret uten å stoppe maskinen.
Endre parametrene på skjermen for å angi lengden på ventilportpapiret.
● Sylindrisk ventilportmekanisme*
Mekanismen kuttet ventilpapirbåndet for å lage ventilpapir, deretter brettet og limt papiret for å lage et rør. Og til slutt limte man ventilpapiret på posene;
Utstyrt med en differensialjusteringsenhet, kan papirbåndet justeres fleksibelt uten å stoppe maskinen;
Innebygd ventilport eller ekstern ventilport kan produseres; tønneformet ventilport og ventilport med tommelgap kan produseres.
Endre parametrene på skjermen for å angi lengden på ventilportpapiret.
● Intern forsterkningsmekanisme*
Korrigeringsmekanismen leder forsterkningspapiret i riktig retning. Deretter passerer papiret trekk- og kuttemekanismen til folderullen og klemrullen. Papiret som klemmes av klemrullen beveger seg gjennom limhjulet og limes deretter på posen.
Det elektroniske kontrollsystemet gransker prosessen. Hvis det ikke er noen pose på plass, vil kontrollsystemet avbryte klemmingen av papiret slik at papiret ikke limes og sendes til utgangen. Limhjulet vil skille seg fra klemrullen.
Utstyrt med differensialjusteringsenhet, kan man fleksibelt justere papirbåndets posisjon uten å stoppe maskinen.
Endre parametrene på skjermen for å angi lengden på ventilportpapiret.
● Mekanisme for lukking og liming av bunn
Utstyrt med innrykk i bunn av papirpose for å hjelpe til med bunnforming.
Utstyrt med en stor limhjulsenhet. I henhold til forskjellige spesifikasjoner for papirposestørrelser og prosesskrav, kan du fleksibelt endre formen på gummiplaten.
Utstyrt med separasjonssystem. Når det oppdages at det ikke er noe papirrør ved transportstasjonen, eller at bunnen av papirrøret ikke er åpen, vil separasjonssystemet automatisk forlate det store limhjulet, slik at papirrøret ikke limes.
● Poseformingsmekanisme
Formingsanordningen består av øvre og nedre indre kjerneplater og øvre og nedre.
Ytre kjerneplater. Posens vinge støttes av den indre kjerneplaten, og den ytre kjerneplaten styres for å brette seg og danne en firkantet bunn, for å gjøre pastaen fastere gjennom komprimeringshjulet.
Størrelsen på de øvre og nedre kjerneplatene kan justeres i henhold til produksjonsbehovene for forskjellige størrelser på bunnene på papirposer.
● Bunnrevisjonsmekanisme
Bunnen av posen er vertikal etter at den er limt sammen. For bedre komprimering og overlappende transport, må bunnen av posen vippes i en 90-graders vinkel for å passe til posekroppen. Vipp og føringsstang opp og ned for å forsiktig flate bunnen av posen inn i komprimeringstransportbåndet.
● Komprimerings- og tellemekanisme*
Papirposen går inn i det langsomme komprimeringsbeltet, og komprimeringseffekten er tydeligere etter stabling.
Utstyrt med telleenhet, kan det forhåndsinstallerte antallet tellepapirposer stilles inn systematisk.
Utstyrt med vakuumadsorpsjon og akselerert separasjonsenhet, som brukes til å separere de stablede papirposene etter at antallet papirposer som er angitt av systemet, er nådd.
● Utgangsmekanisme
Når man går inn i poseutløpsmekanismen, hoper posene seg opp i stablingsområdet. Etter at antallet papirposer når den forhåndsinnstilte verdien, åpnes ventilen i stablingsområdet, og det nederste transportbåndet begynner å transportere. Deretter transporteres de stablede papirposene til poseinnsamlingsplattformen, og papirposene palleteres av arbeiderne.

