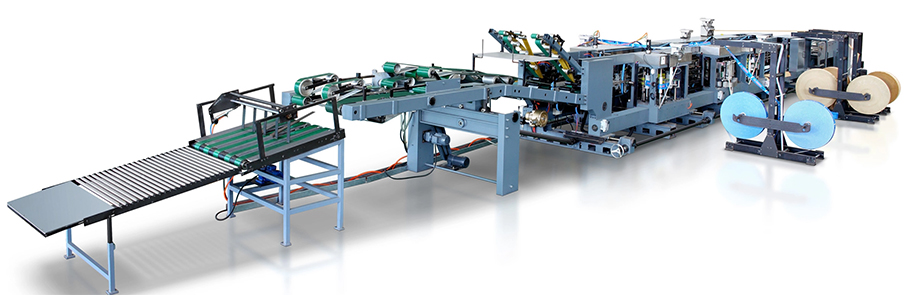
LQ HD8916 बटमर मेसिन

मेसिनको फोटो
२-४ तहका कागज ह्यान्डल गर्न सक्छ:
● एकतर्फी बन्द, एकतर्फी खुला कागजको झोला उत्पादन गर्न सक्षम।
● आन्तरिक सुदृढीकरण र बाह्य सुदृढीकरण संयन्त्र (वैकल्पिक) सहित।
● एकल तह भल्भ पेपर ब्याग, बेलनाकार बाह्य भल्भ पेपर ब्याग, ठूलो तल्लो र सानो भल्भ पेपर ब्याग, बाह्य उत्पादन गर्न सक्षमऔंलाको ग्याप भएको भल्भ ब्याग, र सुपरसोनिक भल्भ ब्याग।
| मेसिनको प्रकार | LQ HD8916 |
| झोलाको लम्बाइ (मिमी) | ३७०-७७० को कीवर्डहरू |
| झोला चौडाइ (मिमी) | ३५०-५५० को कीवर्डहरू |
| झोलाको तल्लो चौडाइ (मिमी) | ९०-१६० |
| झोला केन्द्र दूरी (मिमी) | २८०-६२० को कीवर्डहरू |
| अधिकतम डिजाइन गति | १५० स्ट्रिप/मिनेट १५० ट्यूब/मिनेट |
● खुवाउने संयन्त्र
रोटरी रोलर फिडिङ विधि। सानो रोलर ठूलो रोलरको वरिपरि घुम्छ, र एकै समयमा कागजको नली सोस्न उल्टो घुम्छ। ठूलो रोलरले एक गोल घुमाउनको लागि ८ वटा कागजको नली सोस्न सक्छ।
ग्रहीय परिक्रमा भ्याकुम सक्शन फिडिङ मेकानिजममा सबैभन्दा सरल मार्ग छ, र यो भरपर्दो र स्थिर छ।
● क्रमबद्ध गर्ने र प्वाल पार्ने संयन्त्र
पछिको प्रक्रियामा प्रवेश गर्दा कागजको ट्यूबहरूको स्थितिको शुद्धता सुनिश्चित गर्न पोजिसनिङ उपकरणले सुसज्जित।
ओब्लिक इन्डेन्टेसन उपकरणले सुसज्जित, ओब्लिक इन्डेन्टेसनको स्थिति मेसिन नरोकाई समायोजन गर्न सकिन्छ।
सिमेन्ट पेपर झोलाको उत्पादनमा मुख्यतया प्रयोग गरिने निकास प्वाललाई पङ्क्चर गर्ने कार्यले सुसज्जित। सम्पूर्ण झोलामा पङ्चर गर्न सकिन्छ, र छेडिएको सुईको बाहुला छिट्टै हटाउन सकिन्छ।
सिधा काट्ने चक्कु प्रकार्यले सुसज्जित, कागजको झोलाको दुई भागमा दुईवटा ब्लेडहरू काट्नुहोस्, जुन मुख्यतया समतल काट्ने कागजको ट्यूबहरू बनाउने पेस्ट-तल प्रक्रियामा प्रयोग गरिन्छ।
● ओपन एण्ड हर्न फ्ल्याटनिङ मेकानिज्म
कागजको नलीको मुख खोल्न प्रयोग गरिने भ्याकुम सक्शन मेकानिजमले सुसज्जित, ताकि कागजको नलीको मुखमा मेकानिजमको हर्न सजिलै घुसाउन सकियोस्।
कागजको झोलाको मुख खोल्न र यसलाई सममित हीरा आकारमा बनाउन हर्न मेकानिज्मले सुसज्जित।
कागजको झोलाको तल्लो भाग बनाउन हर्नलाई सहयोग गर्न र कागजको झोलाको तल्लो भागमा रहेको हीरा आकारको संरचनालाई कम्प्याक्ट गर्न सपाट गर्ने संयन्त्रले सुसज्जित।
● फ्लेक भल्भ पोर्ट मेकानिज्म*
संयन्त्रले भल्भ पेपर बनाउन भल्भ पेपर टेप काट्यो, र त्यसपछि झोलाहरूमा भल्भ पेपर टाँस्यो।
कागजको एक तहले बाह्य वा निर्मित भल्भ बनाउन सकिन्छ, र कागजको फिल्मले बिल्ट-इन भल्भलाई गलत तरिकाले मिलाएको हुन्छ।
यसमा भिन्न संयन्त्र छ, जसले मेसिन नरोकी घुसाइएको भल्भ पेपरको स्थिति समायोजन गर्न सक्छ।
भल्भ पोर्ट पेपर लम्बाइ सेट गर्न स्क्रिनमा प्यारामिटरहरू परिवर्तन गर्नुहोस्।
● बेलनाकार भल्भ पोर्ट संयन्त्र*
संयन्त्रले भल्भ पेपर बनाउन भल्भ पेपर टेप काट्छ, त्यसपछि ट्यूब बनाउन कागजलाई पट्याएर टाँस्छ। र अन्तमा झोलाहरूमा भल्भ पेपर टाँस्छ;
भिन्न समायोजन उपकरणले सुसज्जित, कागजको टेपलाई मेसिन नरोकी लचिलो रूपमा समायोजन गर्न सकिन्छ;
बिल्ट-इन भल्भ पोर्ट वा बाह्य भल्भ पोर्ट उत्पादन गर्न सकिन्छ; ब्यारेल आकारको भल्भ पोर्ट र थम्ब-ग्याप भल्भ पोर्ट उत्पादन गर्न सकिन्छ।
भल्भ पोर्ट पेपर लम्बाइ सेट गर्न स्क्रिनमा प्यारामिटरहरू परिवर्तन गर्नुहोस्।
● आन्तरिक सुदृढीकरण संयन्त्र*
सुधार संयन्त्रले सुदृढीकरण कागजलाई सही बाटोमा निर्देशित गर्दछ। त्यसपछि कागजले कर्षण र काट्ने संयन्त्रलाई फोल्डिङ रोल र पिन्च रोलमा पुर्याउँछ। पिन्च रोलद्वारा पिन्च गरिएको कागज ग्लु ह्वीलबाट यात्रा गर्छ र त्यसपछि झोलामा टाँसिन्छ।
इलेक्ट्रोनिक नियन्त्रण प्रणालीले प्रक्रियाको जाँच गर्छ। यदि कुनै झोला स्थितिमा छैन भने, नियन्त्रण प्रणालीले पिन्चिङ पेपर रद्द गर्नेछ ताकि कागज टाँसिने छैन र बाहिर निस्कनेछ। र ग्लु ह्वील पिन्च रोलबाट अलग हुनेछ।
विभेदक समायोजन उपकरणले सुसज्जित, मेसिनलाई नरोकाई कागज टेपको स्थिति लचिलो रूपमा समायोजन गर्न सक्छ।
भल्भ पोर्ट पेपर लम्बाइ सेट गर्न स्क्रिनमा प्यारामिटरहरू परिवर्तन गर्नुहोस्।
● तल बन्द गर्ने र टाँस्ने संयन्त्र
तल्लो भाग बनाउन सहयोग गर्न कागजको झोलाको तल्लो भागको इन्डेन्टेसन उपकरणले सुसज्जित।
ठूलो ग्लु ह्वील उपकरणले सुसज्जित। विभिन्न कागजको झोला आकार विशिष्टता र प्रक्रिया आवश्यकताहरू अनुसार, रबर प्लेटको आकार लचिलो रूपमा परिवर्तन गर्नुहोस्।
पृथकीकरण प्रणालीले सुसज्जित। जब कन्भेइङ स्टेशनमा कागजको नली छैन वा कागजको नलीको तल्लो भाग खुला छैन भनेर पत्ता लाग्छ, पृथकीकरण प्रणालीले स्वचालित रूपमा ठूलो ग्लु पाङ्ग्रा छोड्नेछ, त्यसैले कागजको नली टाँसिने छैन।
● झोला बनाउने संयन्त्र
बनाउने उपकरण माथिल्लो र तल्लो भित्री कोर प्लेटहरू र माथिल्लो र तल्लो मिलेर बनेको हुन्छ।
बाहिरी कोर प्लेटहरू। झोलाको पखेटा भित्री कोर बोर्डद्वारा समर्थित छ, र बाहिरी कोर बोर्डलाई फोल्ड गर्न र वर्गाकार तल्लो बनाउन निर्देशित गरिएको छ, जसले गर्दा कम्प्याक्शन ह्वील मार्फत पेस्टलाई अझ बलियो बनाइन्छ।
माथिल्लो र तल्लो कोर बोर्डहरूको आकार विभिन्न कागजको झोलाको तल्लो आकारको उत्पादन आवश्यकता अनुसार समायोजन गर्न सकिन्छ।
● तल्लो परिमार्जन संयन्त्र
झोलाको तल्लो भाग भर्खरै टाँसेपछि ठाडो हुन्छ। राम्रो कम्प्याक्सन र ओभरल्यापिङ कन्भेइङको लागि, झोलाको तल्लो भागलाई झोलाको शरीरमा फिट गर्न ९०-डिग्री कोणमा फिप गर्न आवश्यक छ। कम्प्याक्सन कन्भेयर बेल्टमा झोलाको तल्लो भागलाई बिस्तारै समतल गर्न बारलाई माथि र तल पल्टाउँदै।
● कम्प्याक्सन र गणना संयन्त्र*
कागजको झोला ढिलो गतिको कम्प्याक्शन बेल्टमा प्रवेश गर्छ, र स्ट्याकिङ पछि कम्प्याक्शन प्रभाव बढी स्पष्ट हुन्छ।
गणना उपकरणले सुसज्जित, गणना कागज झोलाहरूको पूर्व-स्थापना संख्या व्यवस्थित रूपमा सेट गर्न सकिन्छ।
भ्याकुम सोखन र द्रुत पृथकीकरण उपकरणले सुसज्जित, जुन प्रणालीद्वारा सेट गरिएको कागजको झोलाको संख्यामा पुगेपछि स्ट्याक्ड कागजको झोलाहरू अलग गर्न प्रयोग गरिन्छ।
● आउटपुट गर्ने संयन्त्र
झोला निकास संयन्त्रमा प्रवेश गर्दा, झोलाहरू स्ट्याकिङ क्षेत्रमा थुप्रिन्छन्। कागजको झोलाको संख्या प्रि-इन्स्टल मानमा पुगेपछि, स्ट्याकिङ क्षेत्र भल्भ खुल्छ, र तल्लो कन्भेयर बेल्टले कन्भ गर्न थाल्छ। त्यसपछि स्ट्याक गरिएका कागजका झोलाहरूलाई झोला सङ्कलन प्लेटफर्ममा ढुवानी गरिन्छ, र कागजका झोलाहरूलाई कामदारहरूले प्यालेटाइज गर्छन्।

