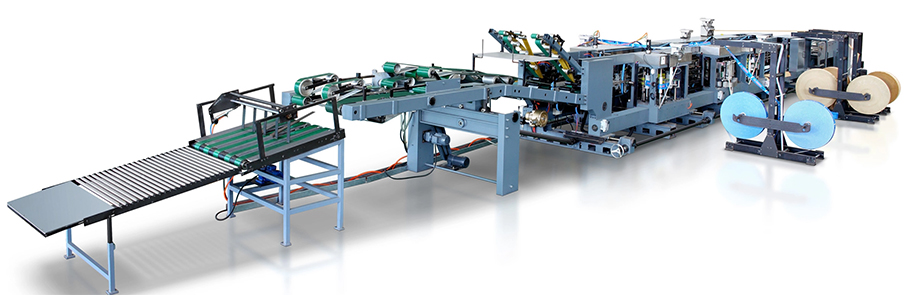
LQ HD8916 बॉटमर मशीन

मशीन फोटो
कागदाचे २-४ थर हाताळू शकते:
● एका बाजूने बंद, एका बाजूने उघडी कागदी पिशवी तयार करण्यास सक्षम.
● अंतर्गत मजबुतीकरण आणि बाह्य मजबुतीकरण यंत्रणेसह (पर्यायी).
● सिंगल लेयर व्हॉल्व्ह पेपर बॅग, बेलनाकार बाह्य व्हॉल्व्ह पेपर बॅग, मोठा तळ आणि लहान व्हॉल्व्ह पेपर बॅग, बाह्य तयार करण्यास सक्षमअंगठ्याच्या अंतरासह व्हॉल्व्ह बॅग आणि सुपर सोनिक व्हॉल्व्ह बॅग.
| मशीन प्रकार | एलक्यू एचडी८९१६ |
| बॅगची लांबी (मिमी) | ३७०-७७० |
| बॅग रुंदी (मिमी) | ३५०-५५० |
| बॅगच्या तळाची रुंदी (मिमी) | ९०-१६० |
| बॅगच्या मध्यभागी अंतर (मिमी) | २८०-६२० |
| कमाल डिझाइन गती | १५० स्ट्रिप/मिनिट १५० ट्यूब/मिनिट |
● आहार देण्याची यंत्रणा
रोटरी रोलर फीडिंग पद्धत. लहान रोलर मोठ्या रोलरभोवती फिरतो आणि त्याच वेळी कागदाची नळी शोषून घेण्यासाठी उलट फिरतो. मोठा रोलर एका फेरीत फिरण्यासाठी 8 कागदाच्या नळ्या शोषू शकतो.
ग्रहांच्या रोटेशन व्हॅक्यूम सक्शन फीडिंग यंत्रणेचा मार्ग सर्वात सोपा आहे आणि तो विश्वासार्ह आणि स्थिर आहे.
● वर्गीकरण आणि छिद्र पाडण्याची यंत्रणा
त्यानंतरच्या प्रक्रियेत प्रवेश करताना कागदाच्या नळ्यांच्या स्थितीची अचूकता सुनिश्चित करण्यासाठी पोझिशनिंग डिव्हाइससह सुसज्ज.
तिरकस इंडेंटेशन उपकरणाने सुसज्ज, तिरकस इंडेंटेशनची स्थिती मशीन न थांबवता समायोजित केली जाऊ शकते.
सिमेंट पेपर बॅगच्या उत्पादनात प्रामुख्याने वापरल्या जाणाऱ्या एक्झॉस्ट होलला पंक्चर करण्याच्या कार्याने सुसज्ज. संपूर्ण बॅगमधून पंक्चर होऊ शकते आणि छिद्रित सुईची स्लीव्ह त्वरीत काढता येते.
सरळ कटिंग चाकूच्या फंक्शनने सुसज्ज, पेपर बॅगच्या दोन भागांमध्ये दोन ब्लेड कापून घ्या, जे प्रामुख्याने फ्लॅट कटिंग पेपर ट्यूब बनवण्याच्या पेस्ट-बॉटम प्रक्रियेत वापरले जाते.
● ओपन आणि हॉर्न फ्लॅटनिंग यंत्रणा
व्हॅक्यूम सक्शन मेकॅनिझमने सुसज्ज, जे कागदाच्या नळ्यांचे तोंड उघडण्यासाठी वापरले जाते, जेणेकरून मेकॅनिझमचा हॉर्न कागदाच्या नळ्यांच्या तोंडात सहजतेने घालता येईल.
कागदी पिशव्यांचे तोंड उघडण्यासाठी आणि त्या सममितीय हिऱ्याच्या आकारात बनवण्यासाठी हॉर्न यंत्रणाने सुसज्ज.
कागदी पिशवीचा तळाशी हॉर्न तयार करण्यास मदत करण्यासाठी आणि कागदी पिशवीच्या तळाशी असलेल्या हिऱ्याच्या आकाराच्या संरचनेला कॉम्पॅक्ट करण्यासाठी सपाट यंत्रणा सुसज्ज.
● फ्लेक व्हॉल्व्ह पोर्ट यंत्रणा*
यंत्रणेने व्हॉल्व्ह पेपर टेप कापून व्हॉल्व्ह पेपर बनवला आणि नंतर बॅगांवर व्हॉल्व्ह पेपर चिकटवला.
कागदाच्या एका थराने बाह्य किंवा अंगभूत झडप बनवता येते आणि कागदी फिल्म चुकीच्या पद्धतीने संरेखित केलेली बिल्ट-इन झडप बनवता येते.
यात डिफरेंशियल मेकॅनिझम आहे, जे मशीन न थांबवता घातलेल्या व्हॉल्व्ह पेपरची स्थिती समायोजित करू शकते.
व्हॉल्व्ह पोर्ट पेपर लांबी सेट करण्यासाठी स्क्रीनवरील पॅरामीटर्स बदला.
● दंडगोलाकार झडप पोर्ट यंत्रणा*
यंत्रणेने व्हॉल्व्ह पेपर बनवण्यासाठी व्हॉल्व्ह पेपर टेप कापला, नंतर कागदाची घडी करून चिकटवून ट्यूब बनवली. आणि शेवटी बॅगांवर व्हॉल्व्ह पेपर चिकटवा;
डिफरेंशियल अॅडजस्टमेंट डिव्हाइसने सुसज्ज, पेपर टेप मशीन न थांबवता लवचिकपणे अॅडजस्ट करता येते;
अंगभूत व्हॉल्व्ह पोर्ट किंवा बाह्य व्हॉल्व्ह पोर्ट तयार केले जाऊ शकते; बॅरल-आकाराचे व्हॉल्व्ह पोर्ट आणि थंब-गॅप व्हॉल्व्ह पोर्ट तयार केले जाऊ शकते.
व्हॉल्व्ह पोर्ट पेपर लांबी सेट करण्यासाठी स्क्रीनवरील पॅरामीटर्स बदला.
● अंतर्गत मजबुतीकरण यंत्रणा*
दुरुस्ती यंत्रणा मजबुतीकरण कागदाला योग्य मार्गावर निर्देशित करते. नंतर कागद ट्रॅक्शन आणि कटिंग यंत्रणा फोल्डिंग रोल आणि पिंच रोलकडे पाठवतो. पिंच रोलने पिंच केलेला कागद ग्लू व्हीलमधून प्रवास करतो आणि नंतर बॅगवर चिकटवला जातो.
इलेक्ट्रॉनिक नियंत्रण प्रणाली प्रक्रियेची तपासणी करते. जर बॅग स्थितीत नसेल, तर नियंत्रण प्रणाली पिंचिंग पेपर रद्द करेल जेणेकरून कागद चिकटणार नाही आणि बाहेर पडण्यासाठी पाठवला जाईल. आणि ग्लू व्हील पिंच रोलपासून वेगळे होईल.
डिफरेंशियल अॅडजस्टमेंट डिव्हाइसने सुसज्ज, मशीन न थांबवता पेपर टेपची स्थिती लवचिकपणे समायोजित करू शकते.
व्हॉल्व्ह पोर्ट पेपर लांबी सेट करण्यासाठी स्क्रीनवरील पॅरामीटर्स बदला.
● तळाशी बंद करण्याची आणि चिकटवण्याची यंत्रणा
तळ तयार करण्यास मदत करण्यासाठी कागदी पिशवीच्या तळाशी इंडेंटेशन उपकरणाने सुसज्ज.
मोठ्या ग्लू व्हील उपकरणाने सुसज्ज. वेगवेगळ्या कागदी पिशवीच्या आकाराच्या वैशिष्ट्यांनुसार आणि प्रक्रियेच्या आवश्यकतांनुसार, रबर प्लेटचा आकार लवचिकपणे बदला.
सेपरेशन सिस्टीमने सुसज्ज. जेव्हा असे आढळून येते की कन्व्हेइंग स्टेशनवर पेपर ट्यूब नाही किंवा पेपर ट्यूबचा तळ उघडा नाही, तेव्हा सेपरेशन सिस्टीम आपोआप मोठे ग्लू व्हील सोडेल, त्यामुळे पेपर ट्यूब चिकटणार नाही.
● बॅग तयार करण्याची यंत्रणा
फॉर्मिंग डिव्हाइस वरच्या आणि खालच्या आतील कोर प्लेट्स आणि वरच्या आणि खालच्या भागांनी बनलेले आहे.
बाह्य कोर प्लेट्स. बॅगच्या विंगला आतील कोर बोर्डचा आधार असतो आणि बाह्य कोर बोर्डला दुमडण्यासाठी आणि चौकोनी तळ तयार करण्यासाठी मार्गदर्शन केले जाते, जेणेकरून कॉम्पॅक्शन व्हीलमधून पेस्ट अधिक घट्ट होईल.
वेगवेगळ्या कागदी पिशव्याच्या तळाच्या आकारांच्या उत्पादन गरजांनुसार वरच्या आणि खालच्या कोर बोर्डचा आकार समायोजित केला जाऊ शकतो.
● तळाशी सुधारणा यंत्रणा
नुकतेच पेस्ट केल्यानंतर बॅगचा तळ उभा राहतो. चांगल्या कॉम्पॅक्शन आणि ओव्हरलॅपिंग कन्व्हेयिंगसाठी, बॅगच्या बॉडीमध्ये बसण्यासाठी बॅगचा तळ ९०-अंशाच्या कोनात फिप करणे आवश्यक आहे. कॉम्पॅक्शन कन्व्हेयर बेल्टमध्ये बॅगचा तळ हळूवारपणे सपाट करण्यासाठी बार वर आणि खाली फ्लिप करणे आणि मार्गदर्शक करणे.
● कॉम्पॅक्शन आणि मोजणी यंत्रणा*
कागदी पिशवी मंद गतीच्या कॉम्पॅक्शन बेल्टमध्ये प्रवेश करते आणि स्टॅकिंगनंतर कॉम्पॅक्शन प्रभाव अधिक स्पष्ट होतो.
मोजणी उपकरणाने सुसज्ज, मोजणी कागदी पिशव्यांची पूर्व-स्थापित संख्या पद्धतशीरपणे सेट केली जाऊ शकते.
व्हॅक्यूम अॅडसोर्प्शन आणि अॅक्सिलरेटेड सेपरेशन डिव्हाइसने सुसज्ज, जे सिस्टमने सेट केलेल्या कागदी पिशव्यांच्या संख्येपर्यंत पोहोचल्यानंतर रचलेल्या कागदी पिशव्या वेगळे करण्यासाठी वापरले जाते.
● आउटपुटिंग यंत्रणा
बॅग एक्झिट मेकॅनिझममध्ये प्रवेश करताना, स्टॅकिंग क्षेत्रात पिशव्या जमा होतात. कागदी पिशव्यांची संख्या प्रीइंस्टॉल मूल्यापर्यंत पोहोचल्यानंतर, स्टॅकिंग एरिया व्हॉल्व्ह उघडतो आणि खालचा कन्व्हेयर बेल्ट वाहून नेण्यास सुरुवात करतो. नंतर स्टॅक केलेल्या कागदी पिशव्या बॅग कलेक्शन प्लॅटफॉर्मवर नेल्या जातात आणि कामगार कागदी पिशव्या पॅलेटाइज करतात.

