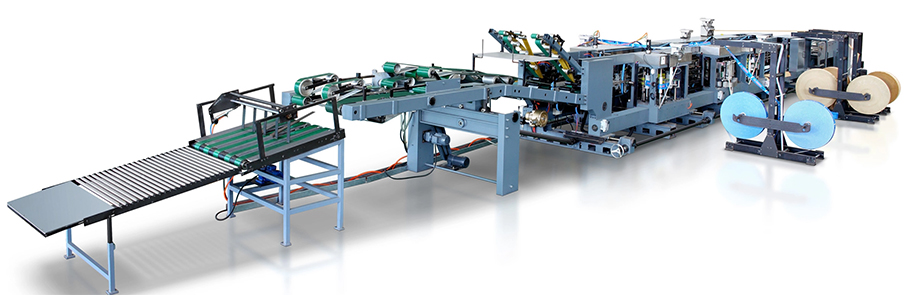
LQ HD8916 түбүнө түшүрүүчү машина

Машинанын сүрөтү
2-4 катмар кагазды иштете алат:
● Бир тарабы жабык, бир тарабы ачык кагаз баштык чыгара алат.
● Ички арматура жана тышкы арматура механизми менен (милдеттүү эмес).
● Бир катмарлуу клапан кагаз баштыгын, цилиндр формасындагы тышкы клапан кагаз баштыгын, чоң түбүн жана кичинекей клапан кагаз баштыгын, тышкыбаш бармактын аралыгы бар клапан баштыгы жана супер үндүү клапан баштыгы.
| Машинанын түрү | LQ HD8916 |
| Баштыктын узундугу (мм) | 370-770 |
| Баштыктын туурасы (мм) | 350-550 |
| Баштыктын түбүнүн туурасы (мм) | 90-160 |
| Баштыктын борборунун аралыгы (мм) | 280-620 |
| Максималдуу дизайн ылдамдыгы | 150 тилке/мүн 150 түтүк/мүн |
● Тамактандыруу механизми
Айланма ролик менен тамактандыруу ыкмасы. Кичинекей ролик чоң роликтин айланасында айланат жана ошол эле учурда кагаз түтүкчөсүн сиңирүү үчүн тескери айланат. Чоң ролик бир тегерек айландыруу үчүн 8 кагаз түтүкчөсүн сиңире алат.
Планетардык айлануу вакуумдук соруу механизми эң жөнөкөй жолго ээ жана ишенимдүү жана туруктуу.
● Иргеп алуу жана тешилүү механизми
Кийинки процесске киргенде кагаз түтүкчөлөрүнүн абалынын тактыгын камсыз кылуу үчүн позициялоочу түзүлүш менен жабдылган.
Ийилген оюк түзмөгү менен жабдылган, кыйгач оюктун абалын машинаны токтотпостон тууралоого болот.
Негизинен цемент кагаз баштыктарын өндүрүүдө колдонулган түтүк тешигин тешүү функциясы менен жабдылган. Бүтүндөй баштыкты тешип өтсө болот, ал эми ийненин жеңин тез алып салууга болот.
Түз кесүүчү бычак функциясы менен жабдылган, кагаз баштыктын эки бөлүгүнө эки мизи кесип, негизинен жалпак кесүүчү кагаз түтүкчөлөрүн жасоодо колдонулат.
● Ачык жана мүйүздүү тегиздөө механизми
Кагаз түтүкчөлөрүнүн оозун ачуу үчүн колдонулган вакуумдук сордуруу механизми менен жабдылган, ошондуктан механизмдин мүйүзүн кагаз түтүкчөлөрүнүн оозуна жылмакай киргизүүгө болот.
Кагаз баштыктардын оозун ачып, симметриялуу ромб формасында жасоо үчүн мүйүздүү механизм менен жабдылган.
Кагаз баштыктын түбүн түзүүгө мүйүзгө жардам берүүчү жана кагаз баштыктын түбүндөгү ромб сымал түзүлүштү тыгыздоочу тегиздөө механизми менен жабдылган.
● Кабырчыктуу клапан портунун механизми*
Механизм клапан кагазын жасоо үчүн клапан кагазынын лентасын кесип, андан кийин клапан кагазын баштыктарга чаптайт.
Бир катмар кагаз менен тышкы же орнотулган клапанды, ал эми кагаз пленкасынын туура эмес тегизделген орнотулган клапанды жасай алат.
Машинаны токтотпостон, киргизилген клапан кагазынын абалын тууралай турган дифференциалдуу механизмге ээ.
Клапан портунун кагаз узундугун орнотуу үчүн экрандагы параметрлерди өзгөртүңүз.
● Цилиндрдик клапан портунун механизми*
Механизм клапан кагазын жасоо үчүн клапан кагазынын лентасын кесип, андан кийин кагазды бүктөп, желимдеп, түтүк жасайт. Акырында клапан кагазын баштыктарга чаптайт;
Дифференциалдык жөнгө салуу түзүлүшү менен жабдылган кагаз лентасын машинаны токтотпостон ийкемдүү түрдө тууралоого болот;
Орнотулган клапан портун же тышкы клапан портун өндүрүүгө болот; Баррель формасындагы клапан портун жана баш бармактын аралыгы бар клапан портун өндүрүүгө болот.
Клапан портунун кагаз узундугун орнотуу үчүн экрандагы параметрлерди өзгөртүңүз.
● Ички күчөтүү механизми*
Түзөтүү механизми арматура кагазын туура жолго багыттайт. Андан кийин кагаз тартуу жана кесүү механизмин бүктөөчү рулонго жана кысуучу рулонго өткөрөт. Кысуучу рулон менен кысылган кагаз желим дөңгөлөгү аркылуу өтүп, андан кийин баштыкка чапталат.
Электрондук башкаруу системасы процессти кылдаттык менен көзөмөлдөйт. Эгерде баштык ордунда жок болсо, башкаруу системасы кагазды кысууну жокко чыгарат, ошондуктан кагаз чапталбайт жана чыгуучу жерге жөнөтүлөт. Ал эми желимдөөчү дөңгөлөк кысуу рулонунан бөлүнөт.
Дифференциалдык жөнгө салуу түзүлүшү менен жабдылган, машинаны токтотпостон кагаз лентасынын абалын ийкемдүү түрдө тууралай алат.
Клапан портунун кагаз узундугун орнотуу үчүн экрандагы параметрлерди өзгөртүңүз.
● Түбүн жабуу жана чаптоо механизми
Түбүн калыптандырууга жардам берүү үчүн кагаз баштыктын түбүн оюктоочу түзүлүш менен жабдылган.
Чоң желим дөңгөлөктүү түзүлүш менен жабдылган. Ар кандай кагаз баштыктын өлчөмүнүн мүнөздөмөлөрүнө жана процесстин талаптарына ылайык, резина пластинасынын формасын ийкемдүү түрдө өзгөртүңүз.
Бөлүү системасы менен жабдылган. Ташуу станциясында кагаз түтүкчө жок экени же кагаз түтүкчөсүнүн түбү ачык эмес экени аныкталганда, бөлүү системасы чоң желим дөңгөлөгүн автоматтык түрдө таштап кетет, ошондуктан кагаз түтүкчө желимделбейт.
● Баштык түзүү механизми
Формалоочу түзүлүш үстүнкү жана астыңкы ички өзөк плиталарынан, ошондой эле үстүнкү жана астыңкы бөлүктөн турат.
Сырткы өзөктүү плиталар. Баштыктын канаты ички өзөктүү тактай менен кармалып турат, ал эми сырткы өзөктүү тактай бүктөлүп, төрт бурчтуу түбүн түзүүгө багытталат, бул пастаны тыгыздоочу дөңгөлөк аркылуу бекем кылат.
Үстүнкү жана астыңкы өзөктүү тактайлардын өлчөмүн ар кандай кагаз баштыктардын түбүнүн өлчөмдөрүнүн өндүрүш муктаждыктарына ылайыкташтырса болот.
● Төмөнкү оңдоо механизми
Баштыктын түбү чапталгандан кийин вертикалдуу абалда болот. Жакшыраак тыгыздоо жана бири-бирине дал келүү үчүн, баштыктын түбүн баштыктын корпусуна туура келгидей кылып 90 градус бурчта буроо керек. Баштыктын түбүн тыгыздоочу конвейер лентасына акырын тегиздөө үчүн багыттоочу тилкени өйдө-ылдый оодарыңыз.
● Тыгыздоо жана эсептөө механизми*
Кагаз баштык жай ылдамдыктагы тыгыздоочу курга кирет жана тыгыздоо эффектиси үйүлгөндөн кийин айкыныраак болот.
Эсептөөчү түзүлүш менен жабдылган, эсептөөчү кагаз баштыктардын алдын ала орнотулган санын системалуу түрдө коюуга болот.
Вакуумдук адсорбция жана тездетилген бөлүү түзүлүшү менен жабдылган, ал система тарабынан белгиленген кагаз баштыктардын санына жеткенден кийин үйүлгөн кагаз баштыктарды бөлүү үчүн колдонулат.
● Чыгаруу механизми
Баштыктын чыгуу механизмине киргенде, баштыктар үймөктөөчү аймакта үйүлүп калат. Кагаз баштыктардын саны алдын ала орнотуу маанисине жеткенден кийин, үймөктөөчү аймактын клапаны ачылып, астыңкы конвейер лентасы ташый баштайт. Андан кийин үймөктөлгөн кагаз баштыктар баштык чогултуу платформасына жеткирилет, ал эми кагаз баштыктар жумушчулар тарабынан паллетке салынат.

