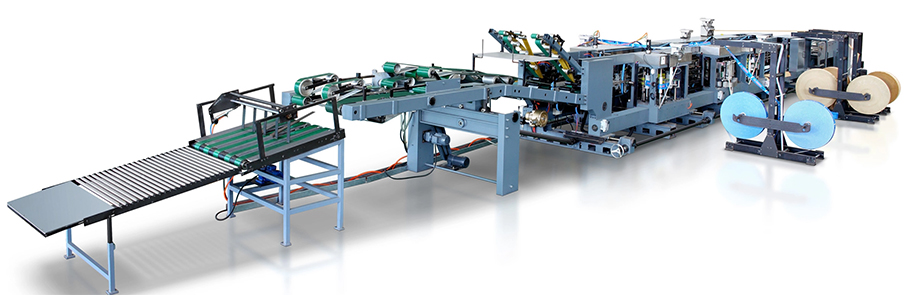
LQ HD8916 ボトマーマシン

機械写真
2~4層の紙を処理できます。
●片閉じ、片開きの紙袋が製作可能です。
●内部補強、外部補強機構付(オプション)。
● 単層バルブ紙袋、円筒形外付けバルブ紙袋、大底小バルブ紙袋、外付け親指ギャップ付きバルブバッグ、および超音波バルブバッグ。
| マシンタイプ | LQ HD8916 |
| 袋の長さ(mm) | 370-770 |
| 袋幅(mm) | 350~550 |
| 袋底幅(mm) | 90~160 |
| バッグ中心距離(mm) | 280-620 |
| 最大設計速度 | 150ストリップ/分 150チューブ/分 |
● 給餌機構
回転ローラー給紙方式。小ローラーが大ローラーの周囲を回転し、同時に逆回転して紙管を吸着します。大ローラーは1回転で8本の紙管を吸着します。
惑星回転真空吸引給餌機構は経路が最も単純で、信頼性が高く安定しています。
● 選別・穿孔機構
後工程に入る際に紙管の位置の精度を確保する位置決め装置を装備しています。
斜め押し込み装置を搭載しており、機械を停止させることなく斜め押し込みの位置を調整できます。
穿孔排気穴機能を備えており、主にセメント紙袋の製造に使用されます。袋全体に穴を開けることができ、穿孔された針スリーブは素早く取り外すことができます。
直線カッティングナイフ機能を搭載し、紙袋の2つの部分を2枚の刃でカットします。主に平切り紙管を作る糊底工程で使用されます。
● オープン&ホーンフラット化機構
紙管の口を開けるための真空吸引機構を装備しており、機構のホーン部分を紙管の口にスムーズに挿入することができます。
紙袋の口を左右対称のダイヤモンド型に開けるホーン機構を搭載。
紙袋の底部を形成するホーンを補助し、紙袋の底部のダイヤモンド型構造を圧縮する平坦化機構を装備しています。
● フレークバルブポート機構*
この機構は、バルブペーパーテープを切断してバルブペーパーを作成し、そのバルブペーパーをバッグに貼り付けます。
一枚の紙で外付けバルブや内蔵バルブを製作でき、紙フィルムがずれた内蔵バルブも製作できます。
機械を停止させることなく、挿入されたバルブペーパーの位置を調整できる差動機構を備えています。
画面上のパラメータを変更して、バルブ ポート ペーパーの長さを設定します。
● 円筒形バルブポート機構*
この機構は、バルブ紙テープを切断してバルブ紙を作り、紙を折り曲げて接着し、チューブを作ります。最後に、バルブ紙をバッグに貼り付けます。
差動調整装置を装備しており、機械を停止することなく紙テープを柔軟に調整できます。
内蔵バルブポートまたは外部バルブポートを製造できます。バレル型バルブポートとサムギャップバルブポートを製造できます。
画面上のパラメータを変更して、バルブ ポート ペーパーの長さを設定します。
● 内部補強機構*
補正機構が補強紙を正しい経路に誘導します。その後、紙は牽引・切断機構を通過し、折り畳みロールとピンチロールへと送られます。ピンチロールに挟まれた紙は、糊付けホイールを通過し、袋に貼り付けられます。
電子制御システムがプロセスを監視しています。所定の位置に袋がない場合、制御システムは紙の挟み込みをキャンセルし、紙は糊付けされずに出口へ送られます。また、糊付けホイールはピンチロールから分離されます。
差動調整装置を搭載しており、機械を停止させることなく紙テープの位置を柔軟に調整できます。
画面上のパラメータを変更して、バルブ ポート ペーパーの長さを設定します。
● 底部閉鎖および接着機構
底成型を補助する紙袋底凹み装置を装備しています。
大型の糊輪装置を搭載。さまざまな紙袋サイズの仕様とプロセス要件に応じて、ゴム板の形状を柔軟に変更します。
分離システムを搭載しています。搬送ステーションに紙管がないこと、または紙管の底が開いていないことが検出された場合、分離システムが自動的に大きな接着ホイールを離れるため、紙管は接着されません。
● 袋成形機構
成形装置は、上部と下部の内側コアプレートと上部と下部のコアプレートで構成されています。
外側のコアプレート。バッグの翼は内側のコアボードによって支えられ、外側のコアボードは折り曲げられて四角い底を形成するようにガイドされ、圧縮ホイールを通してペーストをより固くします。
上部コアボードと下部コアボードのサイズは、さまざまな紙袋底サイズの生産ニーズに応じて調整できます。
● 底部修正機構
貼り付け直後は袋底が垂直になっています。より良好な圧縮と重なり搬送を実現するために、袋底を90度に折り曲げ、袋本体にフィットさせる必要があります。ガイドバーを上下に反転させ、袋底を圧縮コンベアベルトに優しく押し付けます。
● 圧縮および計数機構*
紙袋は低速圧縮ベルトに入り、積み重ねた後に圧縮効果がより顕著になります。
計数装置を装備しており、あらかじめ設置された計数紙袋の数を計画的に設定できます。
真空吸着・加速分離装置を搭載しており、システムで設定された紙袋数に達した後、積み重ねられた紙袋を分離します。
● 出力機構
袋排出機構に入ると、紙袋はスタッキングエリアに積み上げられます。紙袋の数が設定値に達すると、スタッキングエリアのバルブが開き、下部のコンベアベルトが搬送を開始します。その後、積み上げられた紙袋は袋集積プラットフォームに搬送され、作業員によってパレットに積み上げられます。

